





Erről a megmunkálási ágról két okból írok kissé részletesebben:
egyrészt kevésbé ismert, mint a többi fémipari technológia, másrészt személyemben
1966-tól cca. húsz éven át voltam a csiszolóműhely gyártástervező technikusa.
A Kismotor-és Gépgyár vállalat 2. számú gyáregysége a
rákospalotai volt, korábbi nevén Járműfelszerelési Gyár. A vasúti és
közúti járműveknek szinte minden olyan felszerelését gyártották, ami
könnyűfémből készült, és esztétikai követelményei voltak: ablakkeretek,
csomagtartók, hamutartók, fogasok, kilincsek stb. Hogy a kapacitásuk
volt-e szűkös, azt nem tudom, de a kisebb termékek gyártását átadták a
bajai gyáregységnek. Ezen gyártmányok külön csoportját alkották azok,
amelyeket közvetlenül a keletnémet vagongyáraknak szállítottunk: itt
nagyobb volt a minőségi követelmény, a német átvevők havonta egyszer
Bajára utaztak a késztermékek átvételére.
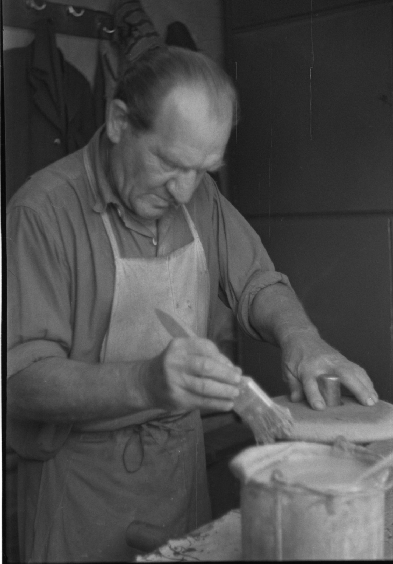
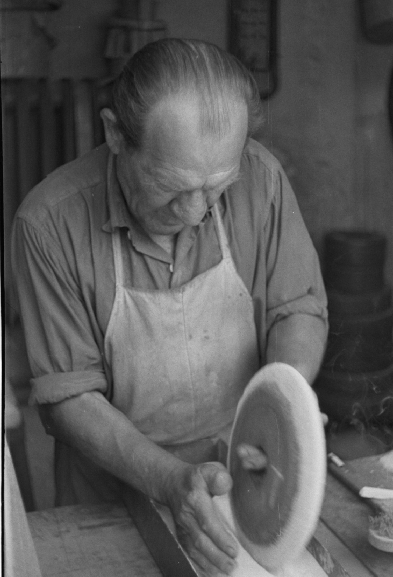
A csiszolás sajátos technológia: az alkatrészek látszó
felületeit símára és magas fényűre kell készíteni; az anyagleválasztás
nem jelentős, ezért sem kell méretet betartani illetve ellenőrízni. A
felületet több fokozatban munkálják meg, különböző szemcsefinomságú
csiszolóporral felragasztott filc (nemez) korongokkal, végül a magas
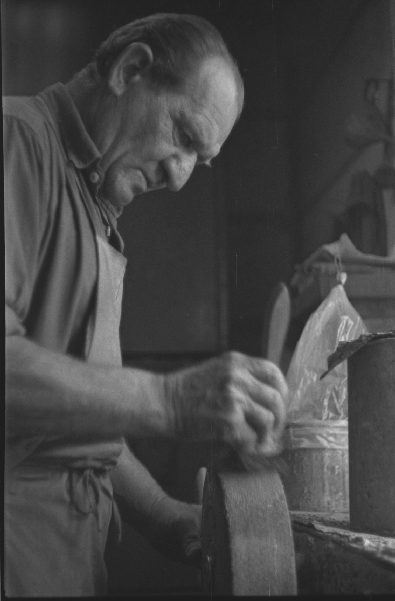
fényt textilkorong használatával érik el. Sajnos ez a technológia
meglehetősen "piszkos", amit a fényképek is egyértelműen mutatnak. A
bakköszörűkhöz nagyban hasonlító, általában két munkahelyes
csiszológépek mellett néhány egyéb megmunkáló eszközre is szükség van.
|
|
|
| Faragó András |
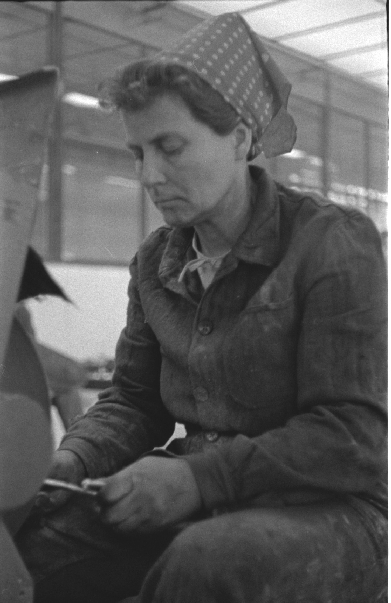
Hegyi Ferencné |
Tokodi Kálmán |
|
|
|
| Varga Ferencné (Hilda) |
Az egyik csiszolós brigád |
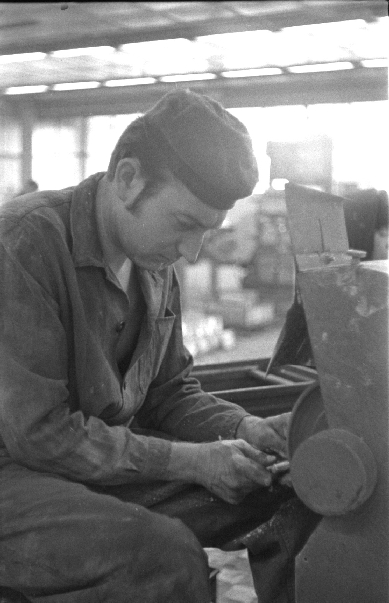
Varga János |
|
|
|
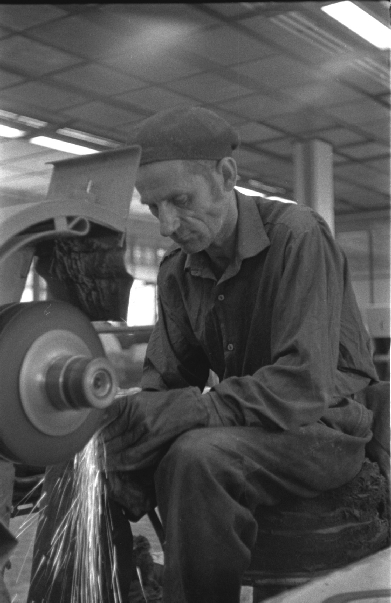
| Tóth Gyula |
Forog a textilkorong... |
Hegyi Ferenc |
 |
 |
 |
 |
||
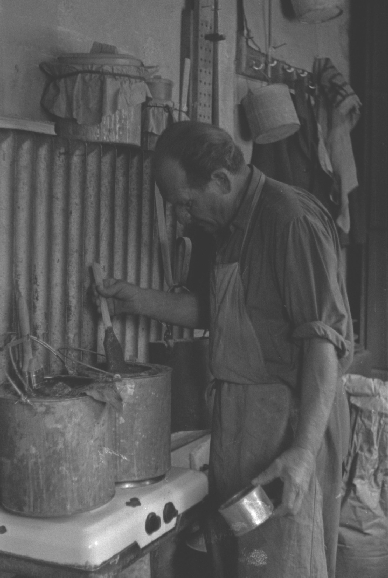
| A korongragasztás művészete...
Hepp Lőrinc munka közben. |
||